


CNC machining of custom parts is an accurate depiction of the correlation between three majors of engineering i.e. Computer-Aided Design (CAD), Computer-Aided Manufacturing (CAM) and Computer-Aided Engineering (CAE). It is really important to understand the dynamics of achieving custom CNC machined parts in terms of design, manufacturing and economics. The CAD model which is fed into a CAM software to generate G and M codes, which the CNC machine can interpret, needs a lot of tweaking and is not as simple as it might sound. The aspects to cater to include general tolerances, part tolerances, size limitations of CNC machines, economies of scale for manufacturing, the material used and much more. We will discuss in greater detail how custom CNC machined parts are dealt with in this article along with a short case study. So, let’s get started.
What exactly is Custom CNC Machining?
Custom CNC machining is the practice of achieving parts based on a subtractive manufacturing process using various tools to remove material from a raw shape. Commercially viable CNC machines include CNC Vertical Milling Machine, CNC Horizontal Milling Machine and CNC Lathe. These machines come in a wide array of capabilities including 5 axis machines i.e. X, Y, Z, A and B. The three basic axes give the CNC machine the ability to move linearly whereas the latter two give it a multi-directional capability to move angularly.
Custom machining is a requirement from the customer when conventional manufacturing techniques like casting are not commercially viable. It may be because the part’s customizable shape and dimensions do not allow for a mass-production approach.
Custom CNC Machining Considerations

The foremost aspect to be considered is about the profile of the custom part. Intricate cylindrical profiles are manufactured economically on a CNC lathe whereas, for parts involving multiple profiles, CNC lathe and CNC milling machines can both be used accordingly. Let us now classify in greater detail the various considerations for custom CNC machining to help you understand it more dynamically:
-
General Tolerances
Machining always amounts to some specific tolerances since practically no machine can achieve the dimensions with 0% error. However, understanding the amount of general machining tolerances allowed is vital for the proper functionality of the part being machined. Extremely tighter tolerances result in higher costs and relaxed tolerances result in improper functionality. Moreover, the tolerance values dictate the types of machining operations required. For example, a 10 mm diameter hole with a ±2 mm tolerance means a drilling operation would suffice. However, if tolerance of ±0.02 mm was required, a post-drilling operation of reaming is required too. So, the question arises: what is the standard for determination of general tolerances for various applications? The answer is:
-
- ISO-2768 which covers both angular and linear dimensioning tolerances.
- ISO-2768-1 covers linear and angular tolerances along with criteria for fillets and chamfers in four categories i.e. fine (f), medium (m), coarse (c) and very coarse (v).
- ISO-2768-2 covers tolerancing in terms of position and form in three categories i.e. fine (H), medium (K) and coarse (L).
-
Limitations
CNC machining also is subjected to size limitations based on the machine’s maximum travel distance available.
-
- For CNC milling, the important point to be understood is that if the travel distance in either of the axis of a machine is xy inches, the part can not be machined on the entire xy length due to allowance for the depth of cut and tool clearance.
- For CNC lathe, the type of chuck, allowable diameter and the length determine if the part can be machined or not. For instance, for pump’s shafts, a 2-meter shaft can not be machined on a 1-meter lathe. It depends on the leadscrew’s and bed’s length of the lathe.
- Digital manufacturing engineers need to determine the machinable features and sizes by the virtue of experience.
-
Material Selection
Although the customer dictates the material of the part required, a digital manufacturing expert defines various parameters of the material including:
-
- Rigidity
- Hardness
- Thermal stability
- Chemical resistivity
- Ductility
- Malleability
These parameters are vital in choosing the correct tooling materials and types of cutters e.g. ball, end, face, fly, hollow, slab, dovetail, woodruff, shell and involute gear cutter.
-
Selection of Raw Blank for Machining
The selection of the material blank is important as well. The minimum allowable clearance for machining should be 0.125 inches greater than the required dimension. The thickness of the blank is also important due to the allowance of proper heat dissipation while machining. Using a really large blank will amount to increased machining costs so optimization is the way to go.
A Brief Case Study on Custom CNC Machining
Nothing is better than a practical example to understand a topic comprehensively. Let us take the mechanical pumps industry and relate a customer’s requirements to the need for a customized part.
- Customer’s demand:
- Two horizontal pump with Q = 1500 m3/hr and H = 100 m
- It is to be fitted with an existing motor of rating 180 HP / 2 Pole
- The existing discharge line dimensions are provided as well
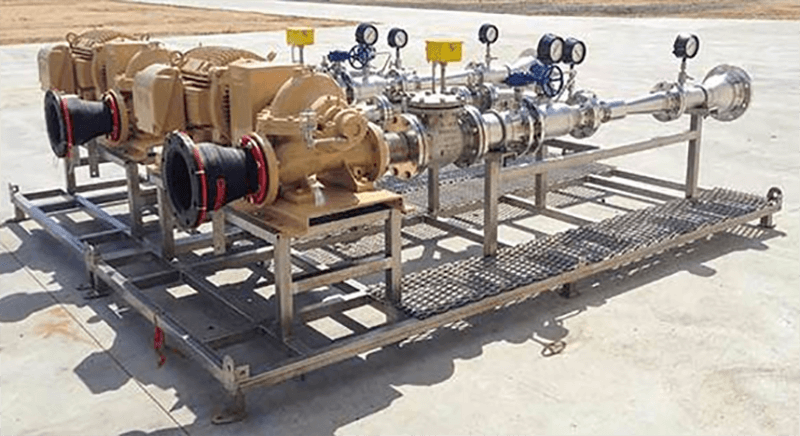
- The problem: Both the pumps are to be mounted with a single floor bed interchangeably.
- Engineering requirement: Develop custom CNC machined pump supports and floor bed with the ability to house both the pumps interchangeably.
- The solution:
- By placing the footprints of both the pumps on a 2D drawing, mark the hole placements of the pumps.
- Consequently, develop C-shaped supports that have a wider base to house both the pumps.
- Import the CAD designs into CAE and check for material optimization and stress analysis.
- After CAE is performed adequately, a CAM package can be used to convert the finalized CAD model into G and M codes for practical manufacturing.
- If the part requires finishing operations like reaming for the holes, it may be carried out as a post-machining process.
- The pumps can then be installed and delivered.
As you can see, we presented a practical demonstration of how an experienced machining service provider carries out a solution to a customer’s custom demand. You can reach out to us for customized CNC machining services and we will be more than happy to be of service!


")



